
How to Choose the Best CNC Tool Holders for Precision Machining

The spindle of your CNC machine represents a substantial capital investment, often running into tens of lakhs of rupees. Yet the performance of that spindle—and the quality of every part it produces—depends critically on a component that receives far less attention: the tool holder. Selecting the right cnc tool holders is not merely a matter of finding something that fits the taper. It is a nuanced engineering decision that impacts surface finish, tool life, material removal rates, and ultimately the profitability of your machining operations. A poorly selected tool holder introduces runout, amplifies vibration, and can even damage the spindle taper, leading to costly repairs and extended downtime. This guide provides a systematic framework for evaluating and selecting cnc tool holders for your workshop, whether you are equipping a new machining centre or optimising an existing production line.
The landscape of tooling solutions for CNC machines has expanded dramatically in recent years. From traditional side-lock end mill holders to advanced hydraulic and shrink-fit systems, the options can overwhelm even experienced manufacturing professionals. Each holder type offers a distinct balance of gripping force, accuracy, balance quality, and cost. This article demystifies the selection process, providing clear guidance on taper standards, holder types, runout considerations, and balancing requirements. By understanding the trade-offs inherent in different machine tools holder designs, you can make procurement decisions that enhance your precision machining capabilities while controlling your industrial supply expenditure in Indian Rupees.
Table of Contents
Why CNC Tool Holder Selection Matters More Than You Think
The interface between the cutting tool and the machine spindle is one of the most critical yet frequently overlooked elements in precision machining. The cnc tool holders you select directly influence every aspect of the machining process, from the initial engagement of the cutting edge to the final surface finish of the workpiece. Understanding the mechanisms by which tool holders affect machining outcomes is essential for making informed procurement decisions.
The Connection Between Tool Holder and Machining Accuracy
Every cnc tool holder introduces some degree of runout—the deviation of the tool’s axis of rotation from the true spindle axis. Even runout measured in microns has a disproportionate effect on tool life and part quality. In milling operations, runout causes only one or two flutes of a multi-flute end mill to perform the majority of the cutting work. This uneven loading accelerates wear on those flutes, reducing tool life by 50% or more compared to a setup with minimal runout. The resulting surface finish suffers from uneven scallop heights and visible chatter marks.
Beyond runout, the static and dynamic stiffness of the tool holder assembly determines how the tool responds to cutting forces. A holder with insufficient clamping force or inadequate stiffness allows micro-movements at the tool interface. These movements manifest as chatter, poor dimensional control, and accelerated insert wear. For Indian workshops competing on both quality and cost, optimising cnc tool holders for your workshop represents one of the highest-return investments in machining productivity.
Protecting Your Spindle Investment
The spindle is the heart of any CNC machine tool. Spindle rebuilds for machining centres typically cost between ₹1.5 lakh and ₹5 lakh, with downtime adding significantly to the total financial impact. A worn, damaged, or improperly seated tool holder can cause fretting corrosion on the spindle taper. Once the taper surface is compromised, every subsequent tool change introduces increasing runout, creating a downward spiral of deteriorating accuracy. Quality cnc tool holders with proper taper grinding and balanced construction protect this critical asset, extending spindle service life and maintaining the machine’s residual value.
Products by Tag
-
10mm ENDMILL CUTTER
Original price was: ₹1,040.00.₹880.00Current price is: ₹880.00. -
16 MM PARTING LOCK (Spare)
Original price was: ₹650.00.₹550.00Current price is: ₹550.00. -
16 MM PARTING LOCK HOLDER
Original price was: ₹650.00.₹550.00Current price is: ₹550.00. -
20 MM PARTING LOCK
Original price was: ₹390.00.₹330.00Current price is: ₹330.00. -
20 MM PARTING LOCK NYLON BUSH
Original price was: ₹260.00.₹220.00Current price is: ₹220.00. -
25MM (M10) PARTING LOCK
Original price was: ₹975.00.₹825.00Current price is: ₹825.00. -
25MM (M12) PARTING LOCK
Original price was: ₹1,170.00.₹990.00Current price is: ₹990.00.







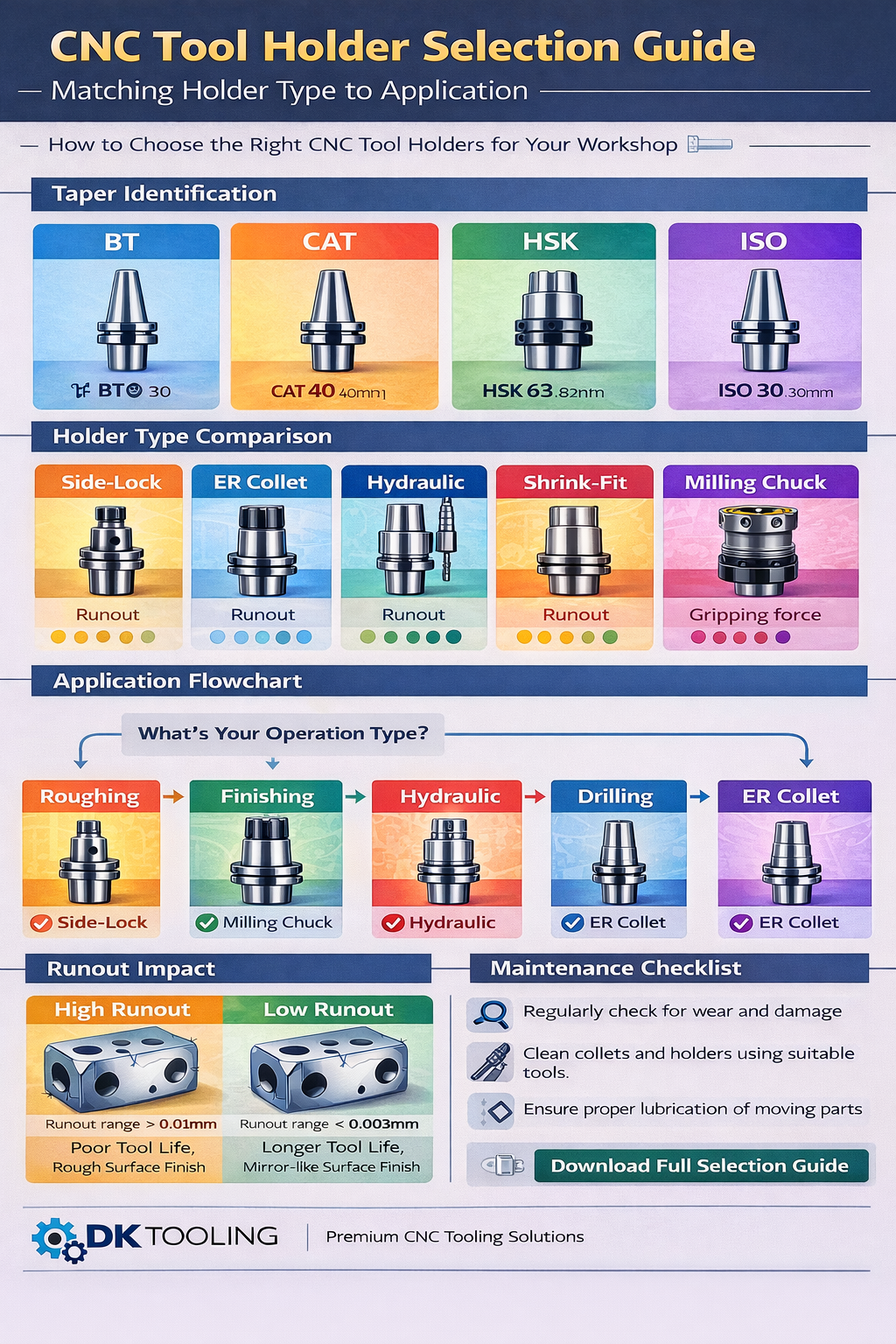
Understanding Spindle Taper Standards: BT, CAT, HSK, and ISO
Before selecting specific cnc tool holders, you must understand the spindle taper standard of your machine. The taper is the conical interface that locates the tool holder in the spindle. Different standards are not interchangeable, and attempting to use the wrong taper will damage both the holder and the spindle.
BT Taper (MAS 403 BT)
The BT taper, governed by Japanese standard MAS 403, is the most common spindle interface on machining centres in India and throughout Asia. BT cnc tool holders feature a 7:24 taper angle and are characterised by a pull stud that engages the machine’s drawbar mechanism. The BT designation is followed by a number indicating the taper size: BT30, BT40, and BT50 are the most prevalent in Indian workshops.
BT30 holders are compact and lightweight, designed for high-speed machining centres with spindle speeds up to 30,000 RPM or higher. They are commonly found on smaller machining centres and drill-tap machines. BT40 represents the sweet spot for general-purpose machining, offering a good balance of stiffness and tool capacity. This is the most widely used taper in Indian manufacturing equipment for milling operations. BT50 holders are heavy-duty, designed for large machining centres performing high material removal rates in steel and cast iron. The massive taper provides exceptional rigidity for roughing operations.
CAT Taper (ANSI B5.50)
CAT cnc tool holders are the American equivalent of the BT standard, also utilising a 7:24 taper. The primary difference lies in the flange design and the pull stud retention knob geometry. CAT holders are designated as CAT30, CAT40, CAT50, etc. While CAT and BT holders appear similar, they are not interchangeable due to differences in the drive key slots and pull stud retention. Machines manufactured in the United States or built to American specifications typically use CAT tooling. In India, CAT tooling is less common than BT but is encountered in facilities with imported American machinery.
HSK Taper (DIN 69893)
HSK (Hohl Shaft Kegel, or Hollow Shank Taper) represents a fundamentally different approach to the tool holder-spindle interface. Unlike BT and CAT holders, which rely on the taper alone for both location and retention, HSK cnc tool holders use a hollow shank with a 1:10 taper and face contact. The drawbar mechanism expands inside the hollow shank, pulling the holder into the spindle and creating simultaneous contact on both the taper and the flange face.
This dual-contact design provides several advantages. Axial positioning is more repeatable because the face contact establishes a positive Z-axis reference. Stiffness under radial loads is significantly higher, making HSK holders ideal for high-speed machining and heavy milling operations. HSK is designated by a letter and number: HSK-A (general machining with coolant through the centre), HSK-E (high-speed, no coolant), HSK-F (high-torque), and HSK-T (turning). The most common in milling applications is HSK-A63.
ISO Taper (DIN 2080 / ISO 40)
ISO cnc tool holders are the European equivalent of the 7:24 taper design, similar to BT but with different flange and retention knob specifications. ISO30, ISO40, and ISO50 are encountered on European machine tools. In India, ISO tooling is less prevalent than BT but may be required for specific imported machinery.
Mandatory Table: Spindle Taper Comparison and Applications
| Taper Standard | Common Sizes | Primary Markets | Key Characteristics | Typical INR Price Range (Holder Only) |
|---|---|---|---|---|
| BT (MAS 403) | BT30, BT40, BT50 | Japan, Asia, India | 7:24 taper, pull stud retention | ₹2,500 – ₹25,000 |
| CAT (ANSI B5.50) | CAT40, CAT50 | North America | 7:24 taper, different drive slots | ₹3,000 – ₹30,000 |
| HSK (DIN 69893) | HSK-A63, HSK-A100 | Europe, High-Speed Global | Hollow shank, face contact | ₹8,000 – ₹60,000 |
| ISO (DIN 2080) | ISO30, ISO40, ISO50 | Europe | 7:24 taper, European standard | ₹2,500 – ₹25,000 |
Types of CNC Tool Holders: A Complete Comparison
Once the correct taper standard is established, the next decision involves selecting the specific type of cnc tool holder for each machining operation. Different holder designs offer varying combinations of gripping force, runout accuracy, balance quality, and cost.
Side-Lock End Mill Holders
Side-lock holders, also called Weldon holders, secure the cutting tool using one or two set screws that bear against a flat ground on the tool shank. These are the most economical cnc tool holders and provide excellent gripping force for roughing operations where high material removal rates are required. The set screw positively prevents the tool from twisting or pulling out under heavy cutting loads.
However, side-lock holders introduce inherent runout because the set screw pushes the tool off-centre within the bore. Runout values of 0.02mm to 0.05mm are typical, making these holders unsuitable for finishing operations or use with carbide tooling that is sensitive to runout. The set screw contact also creates a stress concentration on the tool shank, though this is rarely a failure point in practice.
Best Applications: Rough milling with HSS or carbide tools where tool life is less critical, heavy material removal, use with Weldon-shank tooling.
Collet Chucks (ER Collet System)
Collet chucks utilise a tapered collet—most commonly the ER series—to grip the tool shank. The collet is compressed by a threaded nut, creating uniform radial clamping pressure around the entire circumference of the tool. This design offers several advantages over side-lock holders and CNC Tool Holders. Runout is significantly reduced, typically in the range of 0.005mm to 0.015mm with quality collets. The collet system accommodates a range of shank diameters, reducing the number of dedicated holders required in the tool magazine.
ER collet chucks are available in several series: ER16, ER20, ER25, ER32, and ER40, with the number indicating the approximate bore diameter in millimetres. ER32 and ER40 are common in BT40 machining centres, offering a good balance of clamping range and stiffness. The primary limitation of collet chucks is reduced gripping torque compared to side-lock or shrink-fit holders, making them less suitable for extremely heavy roughing operations.
Best Applications: General-purpose milling, drilling, reaming, finishing operations, tool rooms, and applications requiring frequent tool changes across varying shank diameters.
Hydraulic Tool Holders
Hydraulic cnc tool holders use a pressurised hydraulic chamber within the holder body to expand a thin-walled sleeve, gripping the tool shank with uniform radial pressure. A piston activated by a hex key or clamping screw pressurises the hydraulic fluid, generating clamping forces comparable to shrink-fit holders. The key advantages of hydraulic holders are exceptional runout accuracy (typically under 0.003mm) and vibration-dampening characteristics.
The fluid within the CNC Tool Holders absorbs some of the cutting vibration, improving surface finish and extending tool life, particularly in difficult-to-machine materials like titanium and stainless steel. Hydraulic holders are sealed units that require minimal maintenance and offer quick tool changes without heating equipment. The primary disadvantages are higher initial cost and sensitivity to contamination of the tool shank, which can prevent proper sealing and clamping.
Best Applications: Finish milling, high-speed machining, CNC Tool Holders, operations in vibration-prone setups, aerospace and medical component manufacturing where surface finish is critical.
Shrink-Fit Tool Holders
Shrink-fit technology uses thermal expansion to grip cutting tools with extreme precision and force. The holder bore is manufactured slightly undersized relative to the tool shank. An induction heating unit heats the holder nose, expanding the bore enough to insert the tool shank. As the holder cools, it contracts with tremendous force, creating a 360-degree grip of exceptional rigidity.
Shrink-fit cnc tool holders offer the best combination of runout accuracy (typically under 0.002mm), gripping torque, and slim profile. The narrow nose design provides excellent clearance for deep cavity machining and five-axis applications where tool holder interference is a concern. The primary limitation is the requirement for an induction heating unit, which represents an additional capital investment. Tool changes also take longer than with mechanical clamping systems.
Best Applications: High-speed machining, hard milling, micromachining, CNC Tool Holders, five-axis contouring, and any application where maximum accuracy and minimal runout are paramount.
Milling Chucks (Power Chucks)
Milling chucks use a needle roller or ball bearing cage mechanism to grip the tool shank. As the chuck nut is tightened, the rollers are forced inward against the tool shank, creating exceptionally high clamping force. These cnc tool holders are specifically designed for heavy roughing operations where the tool is subjected to extreme radial and axial loads.
The clamping force of a quality milling chuck exceeds that of any other CNC Tool Holders type, making them ideal for high-feed milling, slotting, and other aggressive cutting strategies. Runout is typically higher than hydraulic or shrink-fit holders but better than side-lock holders, usually in the 0.01mm to 0.02mm range.
Best Applications: Heavy roughing, high-feed milling, difficult materials, CNC Tool Holders, operations where tool pullout is a concern.
Runout and Its Impact on Tool Life and Surface Finish
Total indicated runout (TIR) is perhaps the single most important performance metric for cnc tool holders. Runout is the deviation of the tool’s rotational axis from the true spindle centreline, measured at the tool tip. Even seemingly insignificant runout values have disproportionately large effects on machining outcomes.
How Runout Affects Tool Life
Consider a four-flute end mill running in a holder with 0.02mm TIR. The cutting edges are not all at the same radial distance from the centre of rotation. The flute with the largest effective radius performs the majority of the cutting work with CNC Tool Holders, while the opposite flute may barely engage the material. This uneven loading accelerates wear on the dominant flute. Research consistently shows that reducing runout from 0.02mm to 0.005mm can extend carbide tool life by 30% to 50% in milling operations.
The mechanism is straightforward: tool wear is a function of the chip load on each cutting edge. When runout concentrates the chip load on fewer edges, those edges wear faster. The worn edge then generates more heat and cutting force, accelerating further wear in a vicious cycle. For Indian workshops where carbide tooling represents a significant consumable expense, investing in low-runout tooling solutions delivers measurable cost savings through extended tool life.
Impact on Surface Finish
Runout also directly degrades surface finish quality. In peripheral milling, the flutes with larger effective radius create deeper scallops on the machined surface. The resulting surface exhibits uneven tool marks and may require additional finishing passes or secondary operations to meet specification. In face milling, runout causes one insert to cut deeper than others, leaving visible steps between adjacent insert passes.
Minimising Runout in Your Setup
Achieving low runout requires attention to every element of the tooling stack. The spindle taper must be clean and undamaged. The cnc tool holder itself must be manufactured to precise tolerances, with the taper ground concentric to the tool bore. The collet, if used, must be of high quality and properly tightened. Finally, the tool shank must meet the specified diameter tolerance and be free of nicks or contamination.
Tool Holder Balancing: When and Why It Is Essential
As spindle speeds increase, the importance of CNC Tool Holders balancing grows exponentially. Centrifugal force increases with the square of rotational speed, meaning that a holder balanced for 8,000 RPM may generate destructive vibration at 15,000 RPM.
Understanding Balance Grades
Tool holder balance is specified according to ISO 1940/1, which defines balance quality grades (G). For cnc tool holders, the relevant standard is G2.5 at the maximum operating speed. A holder balanced to G2.5 generates acceptable vibration levels for precision machining applications. Many premium holders are factory-balanced to G2.5 at 20,000 RPM or higher.
Unbalanced holders generate radial forces that excite the spindle bearings and the machine structure. These forces manifest as chatter, poor surface finish, and accelerated bearing wear. In extreme cases, severe imbalance can damage the spindle or cause tool failure. For high-speed machining applications above 12,000 RPM, balanced cnc tool holders for your workshop are not optional—they are essential for reliable operation.
When Balancing Is Required
As a general guideline for CNC Tool Holders, balancing should be considered for any application above 8,000 RPM. Between 8,000 and 12,000 RPM, factory-balanced holders are recommended. Above 12,000 RPM, holders should be individually balanced, preferably with the cutting tool installed. Some advanced shops perform in-situ balancing of the complete tool assembly using portable balancing equipment.
Matching Tool Holders to Machining Operations
Selecting the optimal cnc tool holders requires matching the holder characteristics to the specific demands of each machining operation. A one-size-fits-all approach inevitably compromises either performance or cost-effectiveness.
Rough Milling Operations
Roughing operations prioritise material removal rate and process security over ultimate accuracy. The primary requirements are high gripping force to prevent tool pullout and sufficient stiffness to withstand heavy radial loads. Side-lock holders, CNC Tool Holders and milling chucks excel in these applications. The slightly higher runout of these holders is acceptable given the generous stock allowances typical of roughing operations.
Finish Milling Operations
Finishing operations demand minimal runout and excellent vibration dampening to achieve specified surface finishes and dimensional tolerances. Hydraulic holders and shrink-fit holders are the preferred choices. The incremental cost of these premium cnc tool holders is justified by reduced scrap rates, fewer secondary operations, and extended tool life on expensive finishing cutters.
High-Speed Machining
HSM applications, typically above 15,000 RPM, require holders with excellent balance characteristics and minimal mass. HSK shrink-fit holders represent the optimal solution, combining the stiffness of the HSK interface with the accuracy and slim profile of shrink-fit clamping. Balanced ER collet chucks with fine-balancing rings offer a more economical alternative for moderate HSM applications.
Drilling and Reaming
Drilling operations generate primarily axial forces, making gripping torque less critical than for milling. ER collet chucks provide adequate clamping for most drilling applications while offering the flexibility to accommodate various drill shank diameters. For precision reaming where hole size and surface finish are critical, the low runout of hydraulic holders and CNC Tool Holders can measurably improve results.
CNC Tool Holder Selection Matrix with INR Price Guide
The following table provides a structured comparison of cnc tool holders types with indicative INR pricing for the Indian market. Use this as a reference when planning your factory tools procurement.
Mandatory Table: CNC Tool Holder Selection Matrix (INR Pricing)
| Holder Type | Runout (Typical) | Gripping Force | Balancing | Best Application | Indicative INR Price Range |
|---|---|---|---|---|---|
| Side-Lock (Weldon) | 0.02 – 0.05 mm | Very High | Fair | Heavy roughing | ₹1,800 – ₹6,000 |
| ER Collet Chuck | 0.005 – 0.015 mm | Moderate | Good | General purpose, finishing | ₹3,000 – ₹12,000 |
| Hydraulic Holder | < 0.003 mm | High | Excellent | Precision finishing, HSM | ₹12,000 – ₹40,000 |
| Shrink-Fit Holder | < 0.002 mm | Very High | Excellent | High-speed, 5-axis, micromachining | ₹8,000 – ₹35,000 |
| Milling Chuck | 0.01 – 0.02 mm | Extreme | Good | Extreme roughing | ₹10,000 – ₹30,000 |
| Face Mill Arbor | N/A (piloted) | High | Varies | Face milling cutters | ₹4,000 – ₹18,000 |
Note: Prices are indicative for BT40 taper holders in standard sizes. HSK holders command a premium. Contact DK Tooling for current industrial supply pricing on specific configurations.
“Selecting the correct industrial tool improves efficiency, safety, and machine lifespan. This is nowhere more true than with CNC tool holders. I have seen shops struggle with poor surface finish and short tool life, convinced their machine or programming was at fault, when the real culprit was a drawer full of worn, unbalanced, budget holders. Investing in quality tool holders appropriate for the operation pays for itself many times over through reduced scrap, longer tool life, and protected spindle assets.”
— Senior Manufacturing Engineer, Indian Aerospace Component Manufacturer
Understanding tool holders is one component of comprehensive CNC Tool Holders and CNC machining capability. For broader guidance on equipment selection and workshop optimisation, refer to our Complete Guide to Industrial Tools . When specifying tooling for new machinery acquisitions, our Industrial Tools & Equipment Buying Guide provides frameworks for evaluating total cost of ownership. For context on the Indian manufacturing ecosystem, explore our analysis of Top 10 Industrial Tools Manufacturing Companies in India .
Frequently Asked Questions
1. What is the difference between BT and CAT tool holders?
BT and CAT cnc tool holders both utilise a 7:24 taper angle, but they are not interchangeable due to differences in flange design and drive key slots. BT holders (MAS 403 standard) are prevalent on Japanese and Asian machine tools, including most equipment in India. They feature a symmetrical flange and use a pull stud for retention. CAT holders (ANSI B5.50) are American standard and have a different flange thickness and drive slot configuration. The retention knob thread and geometry also differ between the two standards. Attempting to use a CAT holder in a BT spindle, or vice versa, will result in improper seating, potential spindle damage, and unsafe operating conditions. Always verify your machine’s spindle specification before purchasing cnc tool holders.
2. Which type of CNC tool holder is best for finishing operations?
For finishing operations where surface finish and dimensional accuracy are paramount, hydraulic and shrink-fit cnc tool holders represent the optimal choices. Hydraulic holders achieve runout under 0.003mm and provide inherent vibration dampening through the hydraulic fluid, which improves surface finish in challenging materials. Shrink-fit holders offer similarly exceptional runout accuracy with a slimmer nose profile, providing better clearance in complex five-axis or deep-cavity machining. While these premium tooling solutions command higher initial prices (₹12,000 – ₹40,000), the improvement in part quality, reduction in scrap, and extended life of expensive finishing cutters deliver compelling return on investment for critical applications.
3. How often should CNC tool holders be inspected and maintained?
Cnc tool holders should be inspected regularly as part of a preventive maintenance programme. At a minimum, holders should be visually inspected for damage, corrosion, or wear each time they are removed from the machine. More thorough inspections using a test indicator to verify taper runout and a granite surface plate to check for flatness should be performed quarterly or after any incident such as a tool crash. The spindle taper interface should be cleaned before every tool change using a lint-free cloth and appropriate solvent. Holders showing signs of fretting, scoring, or measurable runout exceeding 0.005mm at the taper should be removed from service and either reconditioned by a qualified grinding service or replaced. Proper maintenance protects both the factory tools investment and the machine spindle.
4. What causes tool holder runout, and how can I minimise it?
Runout in cnc tool holders originates from several sources. Manufacturing tolerances in the holder itself contribute a baseline runout, typically specified by the manufacturer. Contamination on the taper—chips, coolant residue, or oil—prevents proper seating and introduces significant runout. Damage to the spindle taper from previous improper tool changes or crashes creates a permanent runout condition. Within the holder, worn collets, improper tightening, or contamination of the clamping bore also add runout. Minimising runout requires meticulous cleanliness of all mating surfaces, proper tightening of clamping mechanisms using a torque wrench, regular inspection and replacement of worn collets, and investing in quality holders from reputable industrial supply sources with published runout specifications.
5. When should I consider upgrading from side-lock holders to collet chucks or hydraulic holders?
The decision to upgrade cnc tool holders for your workshop should be driven by your specific machining requirements. If you are experiencing premature carbide tool failure, inconsistent surface finish, or difficulty holding tight tolerances, upgrading to lower-runout holders will likely provide measurable improvements. As a practical guideline, side-lock holders are appropriate for roughing operations where stock allowance is generous and tool life is less critical. Upgrade to ER collet chucks when performing general finishing operations or when working with carbide tooling that is sensitive to runout. Invest in hydraulic or shrink-fit holders for critical finishing operations, high-speed machining above 12,000 RPM, or when machining difficult materials like titanium, Inconel, or hardened steels where every micron of runout impacts tool life and part quality.
6. Are HSK tool holders worth the investment for my workshop?
HSK cnc tool holders represent a significant advancement over traditional steep-taper designs, but they require a compatible HSK spindle. The investment is justified for workshops performing high-speed machining (above 15,000 RPM), heavy milling operations that demand maximum stiffness, or precision applications requiring exceptional Z-axis repeatability. The dual-contact design of HSK provides superior radial stiffness and eliminates the axial movement that can occur with BT holders under high cutting forces. For general-purpose machining at moderate speeds with BT40 spindles, quality BT holders remain perfectly adequate. The decision should be based on your machine’s spindle type—if the machine has an HSK spindle, you have no choice but to purchase HSK tooling solutions.
7. How do I properly tighten an ER collet chuck?
Proper tightening of ER collet chucks is essential for achieving specified runout and clamping force. First, ensure the collet and holder bore are clean and free of contamination. Insert the collet into the nut at a slight angle until it snaps into the eccentric ring. Thread the nut onto the holder body loosely. Insert the cutting tool, ensuring it is fully seated to the collet’s minimum depth line or slightly beyond. Tighten the nut using a proper collet wrench or torque fixture—never use makeshift tools. For ER32 and ER40 collets, the recommended tightening torque is typically 100-130 Nm. Under-tightening results in tool slippage and excessive runout; over-tightening can damage the collet and make future tool changes difficult. A torque wrench specifically designed for ER nuts is a worthwhile investment for shops serious about precision machining and CNC Tool Holders.
8. What is the expected service life of a quality CNC tool holder?
A quality cnc tool holder, properly maintained, can provide many years of reliable service. The taper should maintain its accuracy for thousands of tool changes if kept clean and protected from damage. However, holders used in production environments will eventually show signs of wear. The clamping mechanism in collet chucks and milling chucks may require replacement of wear components like collets, bearings, or nuts. Hydraulic holders are sealed units that should maintain performance indefinitely under normal use, though they can be damaged by crashes or contamination. As a practical guideline, inspect holders quarterly and budget for replacement of 5-10% of your holder inventory annually based on wear and changing production requirements. The cost of retiring a worn holder is trivial compared to the cost of scrapped parts or spindle damage.
Posts Widget
-
1

-
2

-
3


dk-tooling-logo-horizontal-inverse
DK Tooling and Industrial Solution
Welcome to DK Tooling, your trusted partner in precision tooling and manufacturing solutions. With decades of experience in the industry, we specialize in providing high-quality, reliable tooling solutions for a wide range of sectors, including automotive, aerospace, medical, and consumer goods.
Copyright 2025 © Partdo WordPress Theme. All right reserved. Powered by KLBTheme.



You must be logged in to post a comment.